用PLC实现生产线产品计数功能的编程
发表时间:2018-09-08
这个计数程序用来累计随传送带移动的瓶子数量。
说明
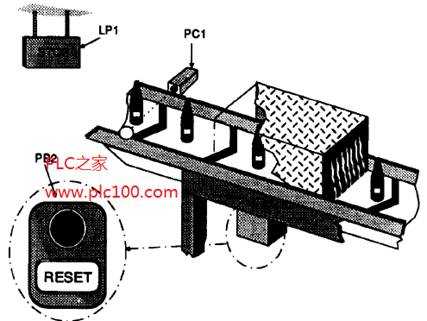
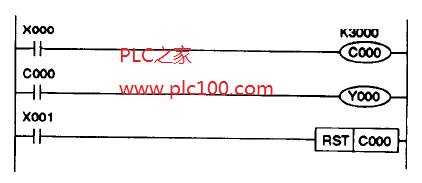
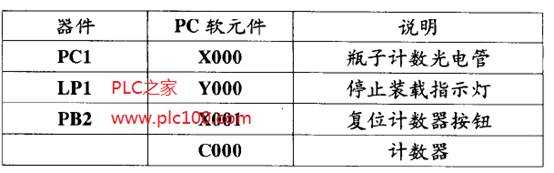
当瓶子在传送带上移过来时,它们挡住光电管PC1的光线。每次光线被档住,代表PC1的输入X000变为‘ON,程序起动一个计数器。这里,C000用来“记录”经过PC1的瓶子数量。C000事先设定一个计数上限,这样就能提供一天或一班次处理的瓶子总数。本例中上限定为30000。
一旦计数器达到限度值,c000的输出线圈闭合。为了向外部表示计数任务已完成,计数器c000的一个触点用来激活输出Y000,接着,起动“STOP"灯LPl,从而使操作者知道目的已达到。
因为计数器要保存它的数据,所以需要一种复位当前计数值的方法,可以用“复位”按钮PB2实现。PB2对应于输入X001,它使计数器设定为Oo "STOP"灯关断,整个系统准备下一批3000个瓶子经过。
相关资讯13609158196







